You described a rough rule to find a steel s minimum bend radius.
A36 sheet metal bend radius.
We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts.
For example using a steel plate an ibr recommendation of 1 5t would equal an inside bend radius of 3 8 250 x 1 5 375.
For our example it comes to.
If your radius is 125.
Sheet metal bend radii if these guidelines are not followed more research and or some form of analysis may be requried.
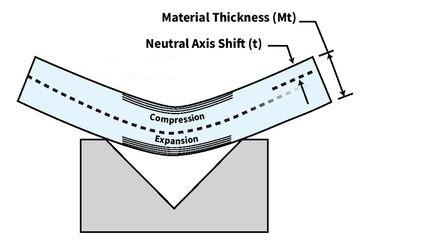
The minimum bend radius data shown in these charts is measured to the inside of the bend.
The perfect bend has a radius that s equal or close to the material thickness.
The same inside bend radius cannot be used for all steel grades.
Recommended minimum bend radii for steel and aluminum.
The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase.
In a previous bending basics article you mention a material s tensile reduction percentage used for calculating the minimum inside bend radius of various metals.
It is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
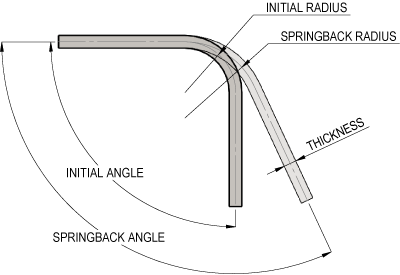
Try forming a radius smaller than the minimum and you crease the center of the radius giving you a sharp bend.
There are inside bend radius recommendations listed for some of the steel grades that we stock.
Table 1 preferred recommended 90 degree bend radii for various sheet metals.
They are shown in relation to the material thickness.
This page is mainly introduced the astm a36 datasheet including chemical information mechanical properties physical properties mechanical properties heat treatment and micro structure etc.
Specifically the perfect bend s radius ranges from the minimum radius value up to 125 percent of the material thickness.
Use this document to choose values that are both manufacturable and meet your needs.
Bend radii minimum bend sizes.
It also contains the use of astm a36 such as it is commonly used in bars sheet plates steel coils steel pipes forged and other materials application.
Subtract twice the leg length from the initial length to determine the bend allowance.
4 1 893 2 214.
The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
Divide 50 by the material s reduction percentage as specified by the material supplier subtract by 1 and then multiply by the plate thickness.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.